| 最小起订 | 1 |
|---|---|
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢材 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMW2-32 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMW2-32 |
| 可售卖地 | 全国 |
| 产品颜色 | 红色 |
| 质保时间 | 一年 |
| 品牌 | 河南建贸 |
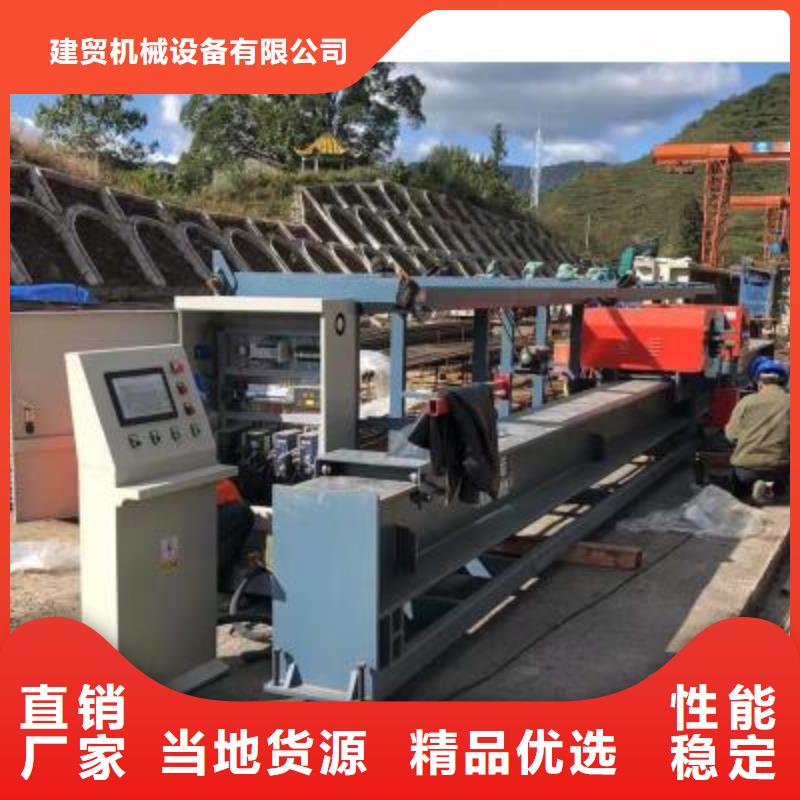
| 产品名称 | 数控钢筋弯曲中心 |

数控钢筋弯曲中心,该设备具有操作简单,维护方便,经济实用的特点。特别适用于各种工程标段、钢筋集中加工工厂等钢筋批量加工的场合使用。那么,大家知道数控弯曲中心是如何调节的吗?
首先,要检查数控弯曲中心内部的电气线路安装是否正确,启动时是否正常,运行的过程中各个电机的运转是否正常,停止按钮是否工作正常,液压油添加的情况是否满足要求,链条上是否涂油润滑作用的黄油,如果以上都完成了,接下来才可以调整数控钢筋弯曲中心。
首先,把阀座两侧安装上横的和竖的两个溢流阀,把其中的一个竖着装的溢流阀关闭,使其没有压力。然后,再把另外一侧横着装的溢流阀进行空运转,在调试的时候, 把各个溢流阀要调的松一点,第二把横着装的溢流阀调的紧一点,第三把另外一面的竖着装的溢流阀调整的压力在9.0mpa到10mpa之间,并且要使溢流阀调节按钮不左右晃动,第四再把横着装的溢流阀调的工作压力在2.5Mpa到3.0Mpa之间,固定好溢流阀的调节按钮。
调整切刀的时候要把动的切刀和固定切刀的距离调在0.05mm到0.08mm之间,定向切刀要把螺母松开,调整完间距之后再固定好,动切刀就把螺栓去掉就可以了。调整完时,要检查一下各个螺母和螺栓是否禁锢,不禁锢要调紧,然后再关上罩,下面就可以打开电机了。


弯曲装置:
弯曲机头结构紧凑,加工钢筋范围广。
弯曲机头移动由伺服电机驱动,钢筋弯曲长度实现数字控制,机头移动响应快,定位精度高。
弯曲机头采用液压夹紧机构,夹紧力大,定位精度高。
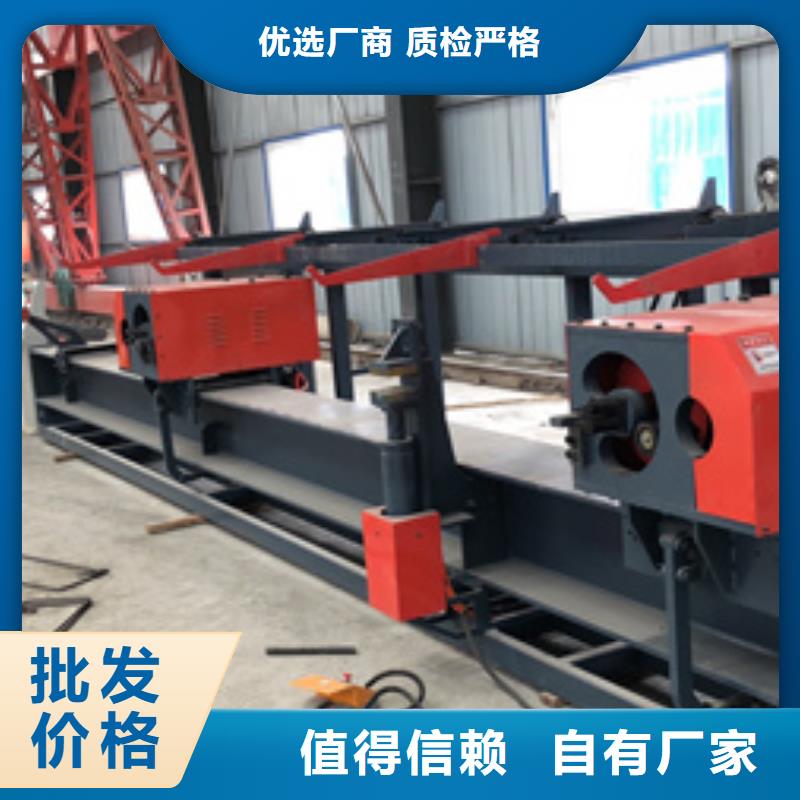
弯曲机头配置不同型号中心销轴和弯曲盘,用以加工不同要求的钢筋。
弯曲电机采用变频技术,钢筋加工准确,,节能。可同时弯曲多根钢筋。
技术配置
钢筋直径范围 Φ10-φ32mm,直条
弯曲角度 0±180°
小曲边间距 500mm
小曲边长度 50mm
长度精度 1mm
角度精度 ±1°
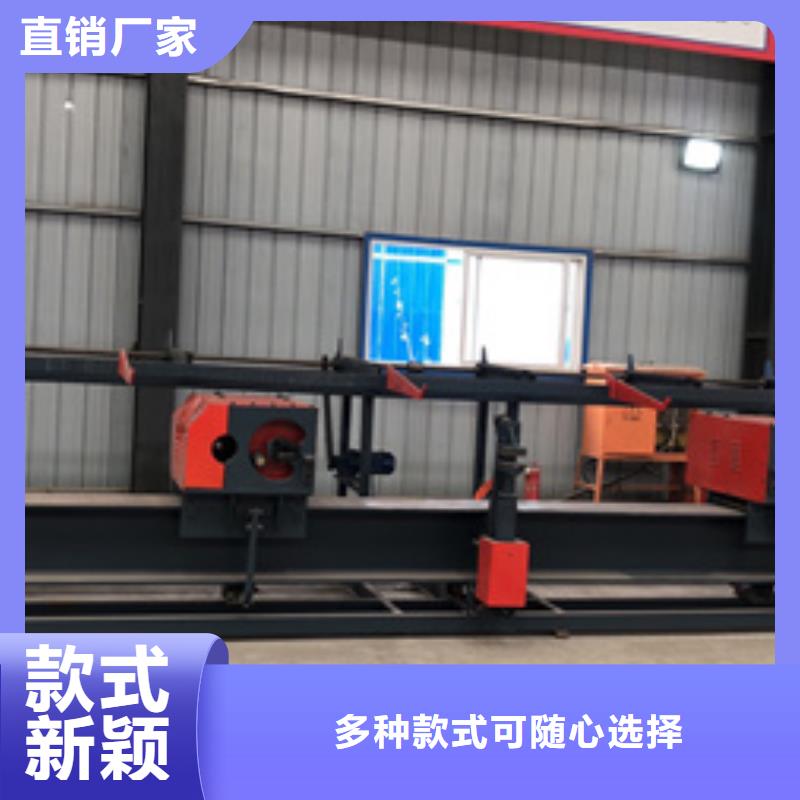
速度调整方式 进口品牌CNC数控系统,无级变速可调
总功率(电源) 17kw(380V 50Hz)
气路压力 0.6Mpa
机头移动速度 0.5~1m/s
整机重量 5000kg
应按机械铭牌规定换标 限制直径并调换相应的芯轴.这样才能正常运行严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人.弯曲好的半成品应堆放整齐弯钩不得朝上.转盘换向时必须在停稳后进行.这个是非常重要的数控钢筋弯曲中心在运转的过程中严禁更换芯轴、成型轴和变换角度及调速,严禁在运转时加油或清扫。操作的过程中要熟悉倒顺开关控制工作盘额旋转方向,钢筋放置要和挡架、工作盘旋转方向相配合,不得放反。如果需要改变工作盘的方向必须在停机以后进行,即从正转—停—反转,不允许直接从正转—反转或从反转—正转。
特点一:12C实用经济型数控弯曲中心采用全进口德国和日本(PLC)控制及进口伺服(CNC)电机驱动,自动完成钢筋定尺、调直、切断、弯箍,快速、省人、省料、省地;特点二:进口(PLC)控制和伺服电机传动,噪音小,生产率高并可在狭窄区域作业。特点三:先锋12C型弯箍机设计非常先进可处理单线直径为5~13,双线直径为 5~10的光圆冷轧及热轧钢筋用户并可选购钢筋的防扭转配置(拥有 );特点四:实现全自动不间断的弯曲成形加工流程。设备以盘条钢筋为原料,能够连续生产,原料基本没有浪费;.控制电脑可以存储很多种不同曲线,自动进行箍筋的成形,简便而且快速;数控钢筋弯箍机占地面积很小,节省了大量的空间;伺服电机传动,尺寸非常准确、噪音很小,省电;具有生产任务批处理与生产统计功能,大大提高了生产效率,便于管理;6.可代替 10-15 名工人生产效率。

![[铜川]建贸机械设备有限公司名片](http://ypmimg.sys00.com/UploadImg/overDate/new_card.jpg "[铜川]建贸机械设备有限公司名片")